Air Operated Diaphragm Pumps
Built with 70% less components than other AODs. They self-prime up to 9m, handle corrosive & viscous fluids with ease, and feature clean face diaphragms.

Built with 70% less components than other AODs. They self-prime up to 9m, handle corrosive & viscous fluids with ease, and feature clean face diaphragms.


HDPE & PTFE Diaphragm Pump

ATEX Metal Diaphragm Pump

Metal Diaphragm Pump

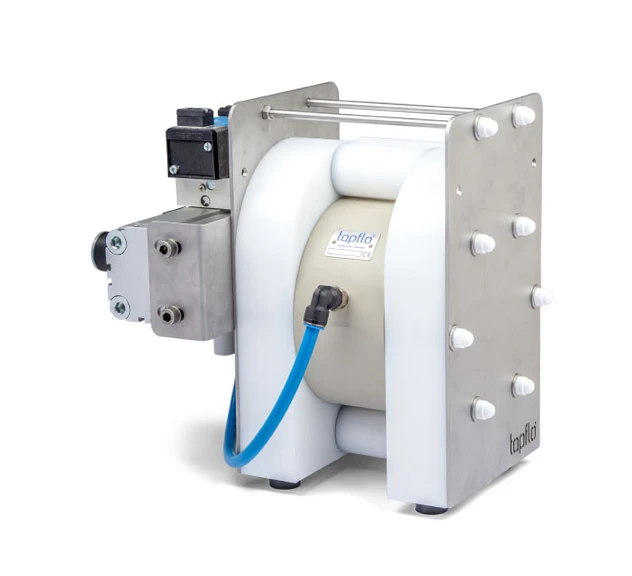
Sanitary Diaphragm Pump

ATEX HDPE/PTFE Diaphragm Pump

Barrier Diaphragm Pump

EHEDG Aseptic Diaphragm Pump

Pharmaceutical Diaphragm Pump

Diaphragm Drum Pump

Low Energy Diaphragm Pump

Sanitary Low Energy Diaphragm Pump
Filter Press Diaphragm Pump

Diaphragm Pumps, one of the most commonly used pump types on the market today, are Positive Displacement Pumps that use two sets of internal diaphragms, constructed from PTFE or rubber, that work simultaneously to create pressure to push fluid through the pump.
All Tapflo Diaphragm Pumps use no-nut, clean-face diaphragms to ensure that no liquid can penetrate the diaphragm and are built with 70% fewer parts than other AODs on the market today. Some key benefits of using Diaphragm Pumps are:
Common industries and applications of Diaphragm Pumps are:
Yes, Diaphragm Pumps are self-priming. This means they can eliminate air from the pump and suction line, creating a vacuum that draws in fluid. This is advantageous when the pump is located above the fluid source or the supply may not be consistent.
Yes, most diaphragm pumps can run dry, which means they can operate momentarily without the presence of liquid through the pump.
When choosing a Diaphragm Pump for your application you must consider: