

HDPE/PTFE
Metal
Europe’s Largest Diaphragm Pump Manufacturer
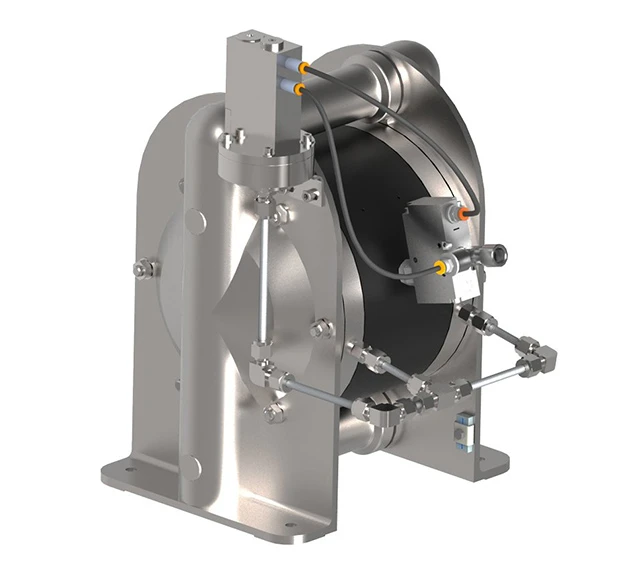
Our Barrier Diaphragm Pump is ideal for hazardous applications, such as Chemicals, and is specifically designed with an additional set of diaphragms.
The Barrier Pump is specifically designed to include a control system that detects a rupture, preventing potentially harmful products from leaking into the surrounding environment or the air distribution system. When a rupture is detected, the Diaphragm Pump is automatically stopped, and an alarm can be generated.
These pumps are available in HDPE/PTFE and Metal executions.
Typical applications for our Barrier Diaphragm Pump:
| Drive Type | Pneumatic |
| Flow Rate | up to 570 l/min |
| Pressure | up to 160 meters |
| Material | Aluminium, Cast Iron, PE & PTFE, Stainless Steel AISI 316L |
| Self-Priming | Yes |
| Solids Handling | up to 15mm |
| Viscosity | 0-20,000 cPs |
The Barrier Diaphragm Pump’s integrated monitoring system detects diaphragm ruptures, automatically stopping the pump and triggering an alarm to prevent product leakage into the environment or air supply system.
Available across the Tapflo metal pump range, it enhances safety and helps extend equipment life.
It can be integrated with our pneumatic safety accessories, including the Guardian System, for advanced leak detection and response.
Providing Barrier pumps to a client facing containment issues with corrosive chemicals.
Using ATEX Barrier pumps with dampeners to provide protection for harsh chemicals being pumped.
How a Diaphragm Pump works, key features, and how to select the correct pump for your application.
It’s a Diaphragm Pump equipped with a second (barrier) diaphragm layer and leak protection monitoring, designed to prevent product leakage into the air system or environment, shut down automatically upon diaphragm rupture, and trigger alarms or external controls when connected to a Guardian System.
Standard Diaphragm Pumps offer no protection in the event of diaphragm failure. Barrier Pumps contain the leak within a sealed chamber, shut the system down immediately, protect operators, equipment, and the environment, while complying with strict chemical handling protocols.
This pump is available in Plastics (HDPE or virgin PTFE) for chemical resistance, or Metal (Aluminium, Cast Iron or AISI 316L Stainless Steel) for mechanical strength.
The control system continuously monitors pressure or conductivity between the diaphragms. If the primary diaphragm ruptures, fluid enters the barrier chamber. This pump automatically stops operation, sending an alert via the Guardian System, which allows for safe intervention before any external leakage occurs.
Tapflo UK’s Guardian System is a smart air valve control and monitoring unit that monitors diaphragm integrity, triggers emergency shutdown, and is compatible with remote alarms or plant control systems. Designed by Tapflo UK, the Guardian System is now sold globally.
With connection sizes ranging from ½” to 2″, our range encompasses capacities from 20 l/min up to 400 l/min.