Remix Settled Media in IBCs Quickly & Efficiently
A range of mixing stations & industrial mixers designed to re-mix product settled in drums and IBCs, providing superior performance for a variety of applications.
A range of mixing stations & industrial mixers designed to re-mix product settled in drums and IBCs, providing superior performance for a variety of applications.
Industrial Mixers are designed to efficiently re-mix media that has settled in IBCs or drums. These mixers are a vital system for many industries that store and transport pre-mixed liquids.
This simple, reliable mixing solution makes it easier and more cost-effective to store and transport a wide range of liquids. By using an industrial mixer directly in your container, you eliminate the need for intermediate tanks, streamlining your process, saving time, and improving overall efficiency and reliability.


For optimal performance in any size or type of intermediate bulk container.

Specifically designed to thoroughly mix liquids contained in IBCs.

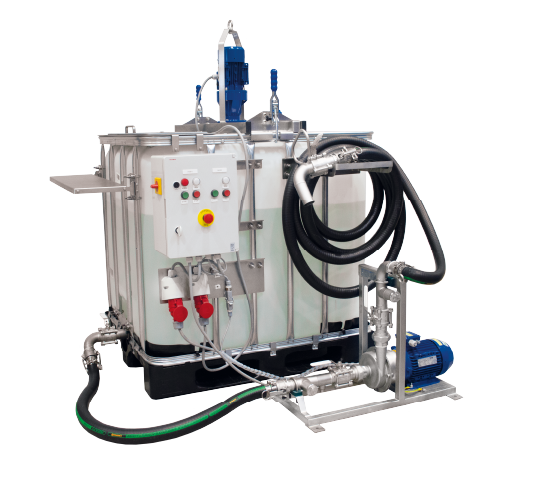
A 1000L tank-based system for both mixing and transferring fluids.

Increased productivity and reduced waste with pneumatic mixing & emptying system.
Our range of Industrial Mixers cover a wide range of sectors and applications, some of the most common are:
Don’t see your application? Get in touch to discuss your requirements and we’ll spec the correct system for you.




Allows direct mixing within an IBC or drum
Safety interlock switches included
Electronic or Pneumatic drives available for versatility
Suitable for ATEX zones, enhancing safety in hazardous applications
An existing client in the food manufacturing industry was extremely pleased with the efficiency of a system we installed for them in 2021, which helped reduce downtime, manual intervention and streamlined their production flow.
They asked if we could create a similar IBC decanting system for their new production line.
We selected a low-energy diaphragm pump with other features such as pressure sensors, check valves and flowmeters to improve the efficiency and reliability.

IBCs are one of the most practical solutions for storing and transporting liquids. Since many of these liquids require blending before use, we provide a dedicated range of industrial mixers to meet this need.
Our mixers are straightforward in design, yet durable, reliable, and safe to operate. Engineered specifically for typical industrial applications, they enable mixing directly inside the IBC container or drum. By eliminating the need for intermediate tanks, they help streamline operations, making the process faster and more cost-effective.
The main benefits of Industrial Mixers include:
Versatile: Compatible with a wide range of drum and IBC sizes and can be fitted with different blade types to suit various applications.
Transportable: Lightweight and easy to move, it can be transported and used in various locations. Installations can be mobile or stationary.
Simple: Easy to operate with simple controls for speed settings and timers.
Efficient: Mixers reduce the need for manual intervention for time and cost-effectiveness.
Safe: ATEX models are available and can be used in hazardous environments. IBCs also include a safety interlock switch.
Common industries that use mixers include:
Yes, the majority of our Industrial Mixers offer an ATEX option for explosive and hazardous environments
Mixers are important to prevent and solve product settlement in IBC and drums, ensuring product consistency, reducing manual intervention and downtime.
The IBC mixers come with a safety interlock switch, preventing operation when not securely fixed.
Yes, you can absolutely customise an Industrial Mixer to fit your application. Talk to one of our experts, and they’ll be able to assist you with what you’ll need for your exact application.