
| Model | Max Capacity (L/min) | Connections BSP inv. |
|---|---|---|
| TRB20 | 20 | 1⁄2” |
| TB50 | 50 | 1⁄2” |
| TB100 | 100 | 1” |
| TB200 | 200 | 1 1⁄2” |
| TB400 | 400 | 2" |
| Model | Max Capacity (L/min) | Connections BSP inv. |
|---|---|---|
| TRB20 | 20 | 1⁄2” |
| TB50 | 50 | 1⁄2” |
| TB100 | 100 | 1” |
| TB200 | 200 | 1 1⁄2” |
| TB400 | 400 | 2" |


What is a Barrier Diaphragm Pump?
Why Choose a Barrier Pump Over a Standard Diaphragm Pump?
Which Materials are Available?
How Does the Leak Detection System Work?
What is a Guardian System?
What Kinds of Applications Require a Barrier System?
What Flow Rates & Sizes are Available?
What Kinds of Solids & Viscosities Can this Pump Handle?
Is the Barrier Pump ATEX-Compatible?
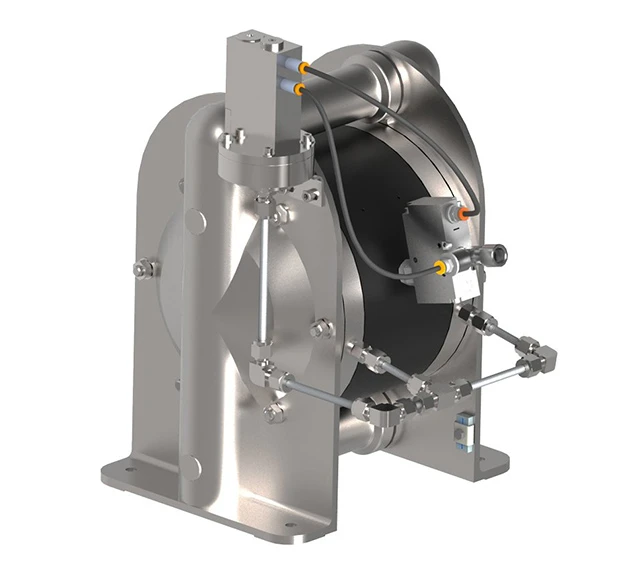
Our Barrier Diaphragm Pump is ideal for hazardous applications, such as Chemicals, and is specifically designed with an additional set of diaphragms. This feature significantly reduces the risks of potentially hazardous or valuable products being leaked into the air distribution system and surrounding environment. For enhanced versatility, these pumps are available in HDPE/PTFE and Metal executions. For added monitoring of your pump, protection devices, such as our Guardian Systems, are available.
Typical applications for our Barrier Diaphragm Pump:
Download Brochure
Our Barrier Diaphragm Pump is ideal for various hazardous applications, like chemicals, where it is important to catch a rupture quickly. The Barrier Pump is specially constructed to include a control system that detects the rupture to avoid potentially harmful products being leaked into the surrounding environment or the air distribution system.
When a rupture is detected, the Diaphragm Pump is automatically stopped, and an alarm can be generated. It is essential to ensure that your pump remains in good working order to ensure leakage doesn’t occur, which could cause damage to your pump and the environment. The Metal Barrier Diaphragm Pump is part of the Tapflo range of products, such as the PDRN, the PDFM and the PDHS, which supports the extended use of your equipment.
Our Barrier Diaphragm Pump is ideal for various hazardous applications, like chemicals, where it is important to catch a rupture quickly. The Barrier Pump is specially constructed to include a control system that detects the rupture to avoid potentially harmful products being leaked into the surrounding environment or the air distribution system.
When a rupture is detected, the Diaphragm Pump is automatically stopped, and an alarm can be generated. It is essential to ensure that your pump remains in good working order to ensure leakage doesn’t occur, which could cause damage to your pump and the environment. The Metal Barrier Diaphragm Pump is part of the Tapflo range of products, such as the PDRN, the PDFM and the PDHS, which supports the extended use of your equipment.
The major features of our Barrier Diaphragm Pumps include:
Our TB Barrier Diaphragm Pump is inherently safer than other barrier systems on the market and forms part of our range of pump equipment that monitors and reacts to leakage, reassuring our clients that product containment can always be achieved.
To support the safety features of the TB Pump, Tapflo UK also offer a wide range of pneumatic accessories that aid in the process, including the Guardian System, which was designed by Tapflo UK’s Technical Director and is now sold globally through the Tapflo network.
| Drive Type | Pneumatic |
| Flow Rate | up to 570 l/min |
| Pressure | up to 160 meters |
| Material | Aluminium, Cast Iron, PE & PTFE, Stainless Steel AISI 316L |
| Self-Priming | Yes |
| Solids Handling | up to 15mm |
| Viscosity | 0-20,000 cPs |



