
An existing client in the food manufacturing industry was extremely pleased with the efficiency of a system we installed for them in 2021, which helped reduce downtime, manual intervention and streamlined their production flow. They asked if we could create a similar IBC decanting system for their new production line.
Client's requirements
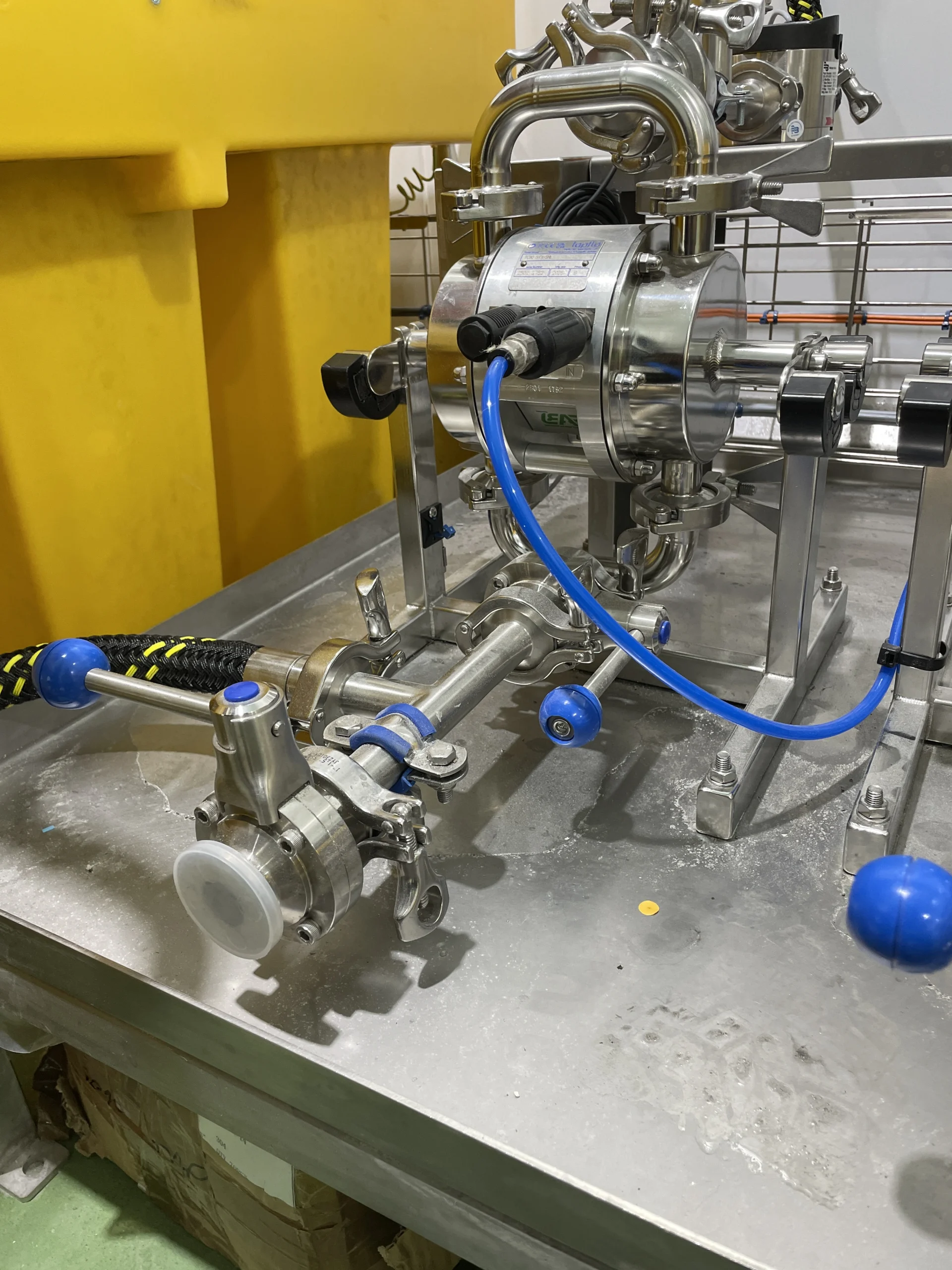
This client required thousands of litres of vinegar and pickle to be discharged daily, with little disruption to their production line. Our engineering team got to work and developed an automated IBC decanting system featuring a sanitary diaphragm pump, to efficiently and hygienically transfer vinegar and pickle from the IBCs (Intermediate Bulk Containers) into industrial rice cookers.
Vinegar System
The vinegar system pumps when the control panel on the rice cookers recognise that it requires more vinegar, and signals to the vinegar system to keep the buffer tank topped up.
Pickle System
The pickle system operates on a pressure control system. When a valve opens, the pressure in the pipe drops, and the pump starts. When the valve is shut, the pressure rises again, and the pumping is therefore stopped
The Challenge
This project aimed to increase productivity and efficiency from the previous installation at the factory. The challenges addressed were:
- Noise – We used the LEAP (low energy air pump) model to reduce the noise, as they operate at a lower pressure.
- Aggressive pulsations – Using the LEAP model created a smoother and gentler flow.
- Challenging maintenance – We installed magnetic ball lifters and incorporated a drain into the suction pipework to allow the pumps and system to be drained easily before removing a pump.
The requirements for this closely matched those of a system we had previously installed at the facility, and therefore, we had a clear understanding of what was needed. Working from the blueprints of the last installation, we ensured that the process ran as efficiently as possible.

Components of the System
Our team of engineers expertly designed an IBC decanting system custom to the client, which would effectively decant vinegar and pickle. Components of the systems included:
Vinegar system:
- 2x sanitary low-energy air diaphragm pumps with magnetic ball lifters
- 2x actuated valves on suction of pump for IBC selection
- Manual isolation valves on pump suction,
- 2x radar sensors to detect liquid level in IBC
- Flowmeter on the discharge of the pumps
- Built-in drain valves on the pump suction pipework
Pickle system:
- 1x sanitary low-energy air diaphragm pumps with magnetic ball lifters
- Actuated valve on the suction of the pump for IBC isolation
- Pressure sensor on pump discharge
- Check valve on pump discharge
- Radar sensor to detect liquid level in IBC
- Flowmeter on the discharge of the pump
- Built-in drain valves on the pump suction pipework
A Custom Control Panel:
- Pump failure recognition system: Recognises if the pump is not working correctly
- Automatic switching: Switches to the second pump automatically, allowing for non-disruptive maintenance
- Valve failure recognition system: Detects if the valves are in the correct state or not.
- Direct control: LEAP Pump technology feeds directly into the control system, enabling direct control of the pump rather than using a valve on the air supply.
- Eradication of stalling: LEAP pump technology ensures that the pumps cannot stall due to digital pump control.
- Replacement detection: Detects when an IBC has been replaced and displays this on the screen and as LED lights.
Benefits of the Solution
This custom solution provided the client with many benefits, some of which included:
- Reduced Downtime: Adding additional IBCs eliminates the need to stop the process if an IBC is empty or requires cleaning.
- Increased Productivity: Reduced downtime and integrating real-time monitoring ensures a consistent operation.
- Enhanced Reliability and Efficiency: Automated switching between IBCs causes no delays and interruptions.
- Superior Hygiene and Safety: The Sanitary Diaphragm Pump meets the sanitation requirements for handling food substances. Pressure switches prevent pressure build-up, providing additional safety.
We selected a Sanitary Low-Energy Diaphragm Pump for this installation as it meets the stringent requirements of the food and beverage industry, other features and benefits of these pumps include:
- Credible: FDA-approved and ATEX-rated
- Versatile: Handling of solids up to 4mm and temperature of up to 110°C
- Easy to clean: Supports both CIP (Clean-in-Place) and SIP (Sterilise-in-Place) processes due to smooth internal pipes, no-nut diaphragms, clean design with an ultra-fine surface finish of Ra 0.8 µm
- Hygienic: The pump can be easily rotated 360°, enabling complete drainage and optimal cleaning.
- Magnetic ball lifting feature: This allows for the pump to be drained without disconnecting any pipework, ensuring an easier and cleaner maintenance period.
We opted for the LEAP (Low-Energy Air Pump) model of the diaphragm pump, which offers energy savings of up to 70% for the client. This in-house technology utilises a unique system that detects the position of the diaphragm shaft to regulate movement. By precisely controlling the movement, it significantly reduces friction compared to conventional diaphragm pumps, resulting in improved efficiency and lower operating costs.

Results
This custom installation delivers a fully automated IBC decanting system, supplying significant benefits to the client’s production line, improving efficiency, reliability and longevity.
Tapflo UK once again provided a bespoke system, tailored to the food and beverage industry, whilst aligning with operational efficiency and high standards of hygiene.
Whatever your industry, application and needs, our expert team can engineer a solution tailored to fit your specific application. Get in touch with our team today!
Latest Articles


