





















Pump Solution
This time we quoted the same spec of pump but as a Barrier Pump, these pumps contain 2 sets of diaphragms which means if the first set rupture, the second set will trap the leaked fluid inside the pump. Each pump was fitted with a Guardian System that was programmed to shut the pump off if it detected a diaphragm rupture and switch on another pump further down the line. This allowed the chemicals to be moved without further risk and allows the operator to remove the broken pump from the line to carry out maintenance.
The additional benefit of this solution was that the Barrier Pumps have the same inlet and outlet as the previous Diaphragm Pumps so they could be easily installed into the customer’s process line without the need for alterations. The difference between the two is that the Barrier Pumps are wider to accommodate the extra set of diaphragms, but this wasn’t a problem for our customer.
Support offered by the team

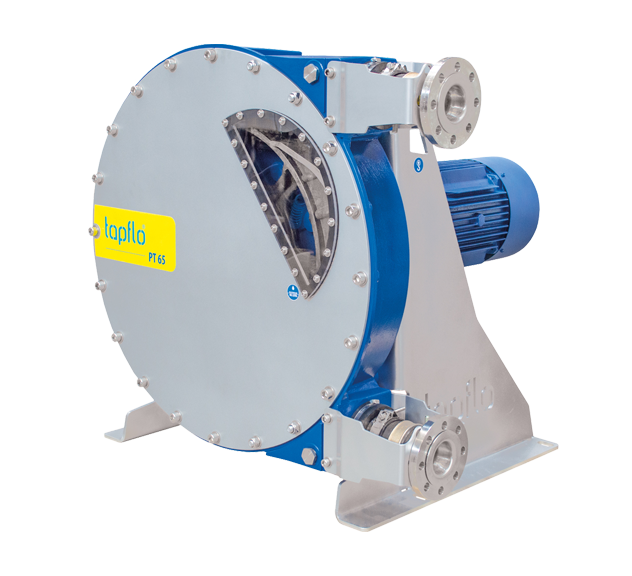
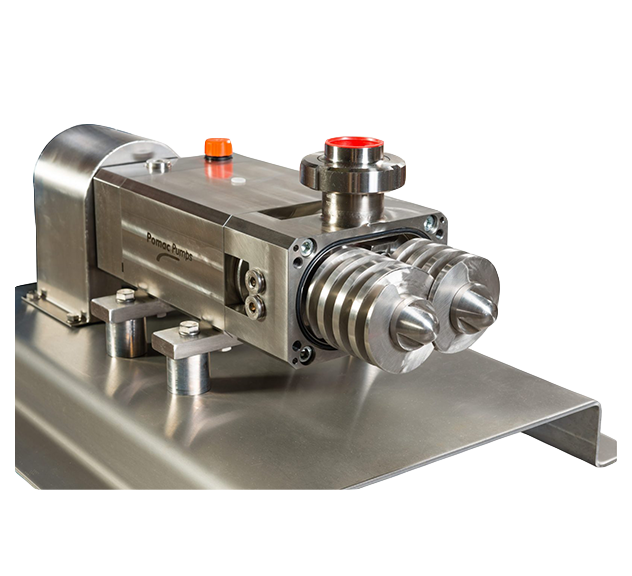
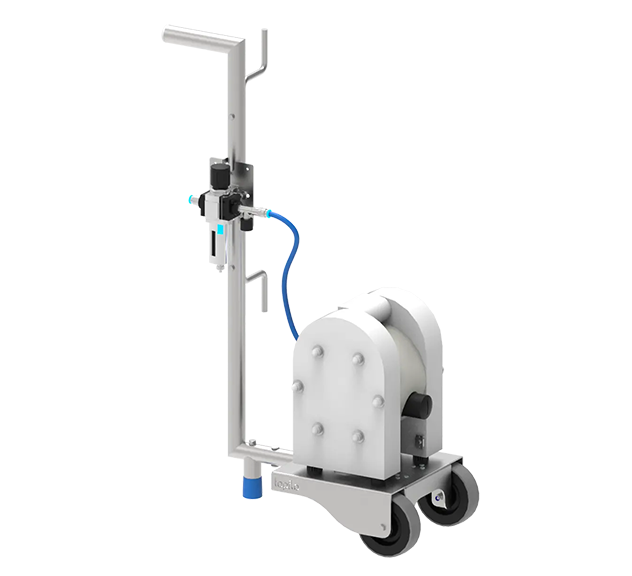
Tapflo Metal Barrier Pump
The pumps were fitted with Tapflo UK’s Guardian unit which was installed, configured for diaphragm monitoring, and tested prior to being shipped to the customer. This meant all the customer had to do was install the pump, attaching it to their air supply and connecting to the pipework.
Features and Benefits of the system
There were several reasons that this system suited the customer’s requirements:
- Barrier execution provided 4 diaphragms so when first ruptures, second contained the fluid
- No-nut clean face bonded diaphragms (as standard in all Tapflo Diaphragm Pumps)
- Guardian System used to monitor diaphragms
- Guardian was pre-configured and installed onto the pump before leaving the factory to ensure the customer had a simple set up of “plug and play”.
- Tapflo Diaphragm Pumps are designed with fewer parts than our competitors which ensures simple ongoing maintenance.
If you’re looking to improve the safety of your pump system, speak to our team today for reliable solutions.