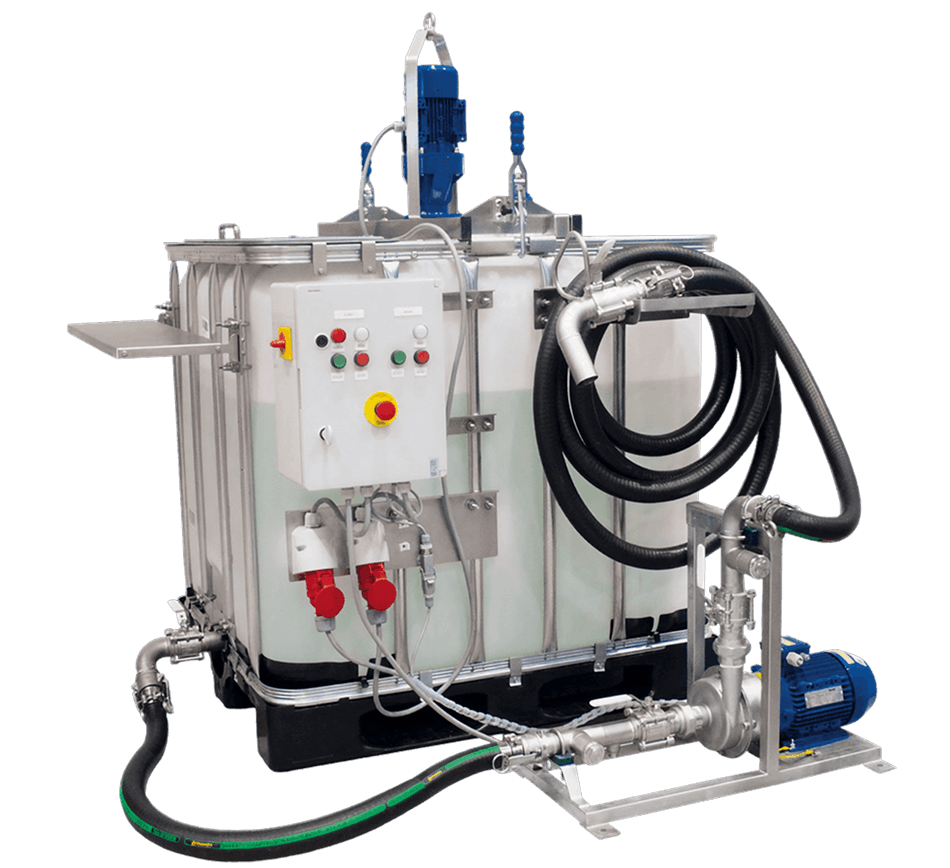
Mixing & Pumping Station – Immediate Dilution & Transfer
A modular and flexible system designed to dilute, mix, and transfer a wide variety of liquids, powders, and fertilisers, featuring a 1000L tank and integrated mixing system.
A modular and flexible system designed to dilute, mix, and transfer a wide variety of liquids, powders, and fertilisers, featuring a 1000L tank and integrated mixing system.
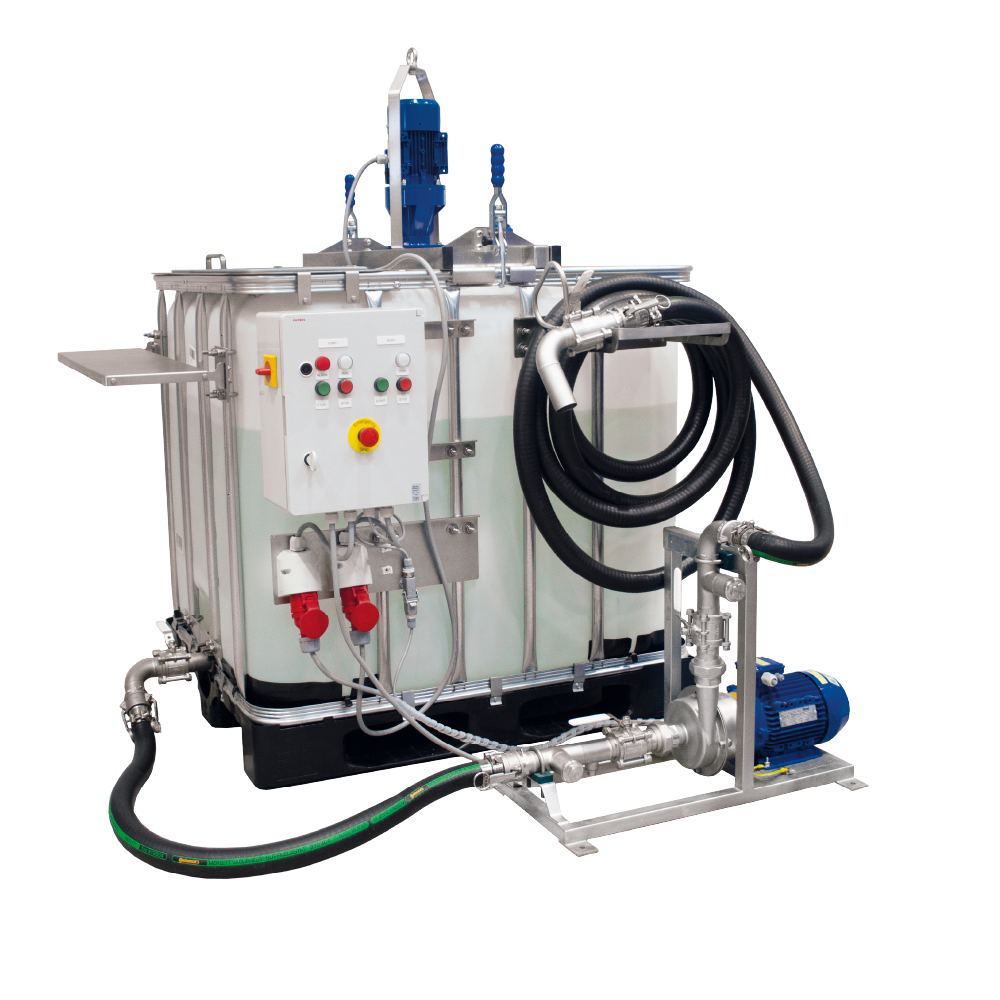
Our Mixing & Pumping Station is an all-in-one solution for diluting, mixing, and transferring liquid mixtures in a safe, efficient, and user-friendly way:
This reduces the need for additional storage tanks, improves efficiency, and enhances operator safety.
This system is ideal for applications where powders, granulates, or concentrated chemicals need to be diluted before use. Available in standard and customised executions to fit IBCs, drums, and other storage vessels, all tailored to your application’s requirements.
Combines mixing, dilution & pumping in one compact station, with a centrifugal pump for fast, reliable transfer.
Features easy loading access, local control cabinet with light indicators, and optional safety interlocks.
Available in portable or stationary configurations, with compatibility for IBCs, drums, and custom tank setups.
Built from high-quality materials for long-term reliability, with ATEX-rated options for hazardous environments.
Our Mixing & Pumping Station can be used with a number of applications, with some of the most common being:


| Tank Capacity | 1000L as standard, custom volumes available on request |
| Mixing Method | Built-on IBC Mixer |
| Transfer Method | Centrifugal Pump with outlet hose, nozzle, and valve |
| Power Supply | Electric or pneumatic drives are available |
| Installation Options | Stationary (floor/wall mounted) or portable (with wheels) |
| Optional Extras | ATEX available. Custom designs for IBCs, drums, or site-specific vessels, tailored to your needs |
Efficient blending of powders, fertilisers, and liquids

Simple operation with light indication & safety features

Wide, accessible inlet for safe powder or fertiliser loading

Execution options to suit plant layout & mobility needs
It’s designed to dilute, mix, and immediately transfer liquids such as fertilisers, powders, chemicals, and wastewater treatment agents.
Get in touch with our team for tailored support.
Yes. Standard executions are available, but Tapflo UK also manufacture custom Process Engineering & Design solutions adapted to customer-specific IBCs, tanks, or processes.
Get in touch with our team for tailored support.
A 1000L tank is supplied as standard, but other capacities can be manufactured on request.
Get in touch with our team for tailored support.
A Centrifugal Pump quickly transfers the prepared mixture via an outlet hose, nozzle and valve.
Get in touch with our team for tailored support.
Yes! ATEX-rated versions are available on request.
Get in touch with our team for tailored support.
Both stationary installations (fixed to the floor or wall) and portable versions (mobile unit on wheels) are available, depending on your application requirements.
Get in touch with our team for tailored support.