Wellpoint dewatering is an effective method for lowering groundwater levels. Tapflo UK has partnered with world-renowned wellpoint dewatering pump manufacturer, BBA Pumps, bringing over 70+ years of expertise to the UK market

-
Max. Head (M)
78
Max. Flow (m³/H)
PT90 Hybrid Wellpoint Dewatering Pump

-
Max. Head (M)
30
Max. Flow (m³/H)
PT100 D130 Wellpoint Dewatering Pump

-
Max. Head (M)
58
Max. Flow (m³/H)
PT150 D155 Wellpoint Dewatering Pump
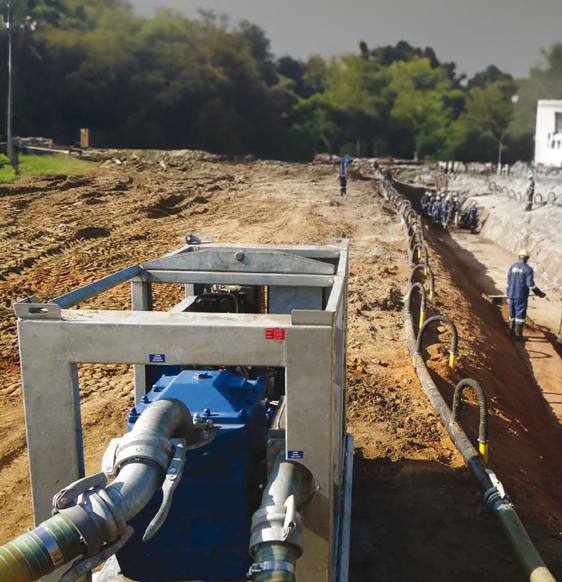
Wellpoint Dewatering uses drilled wells & Positive Displacement Pumps, such as the PT Series, to lower groundwater levels in stages. This method creates dry, stable conditions for Excavation & Construction projects, ensuring safe, efficient operation. It’s an effective solution for managing groundwater in subsurface activities. Regulated and controlled by the authorities & is forbidden without good cause.

Contact us for expert pump and pipework solutions for your Wellpointing systems!
Before excavation work can start the groundwater must be sufficiently lowered. There are several methods for achieving this, the most popular among contractors is wellpoint dewatering due to its efficiency and cost-effectiveness.
The dewatering of large projects is undertaken by specialized dewatering companies. They are responsible for such things as:
BBA Pumps does not install wellpoint dewatering systems itself, but supplies specialized dewatering companies who carry out the work. For short-term excavations, such as sewer renovations or swimming pool installations, contractors often install wellpoint systems themselves.
For those who are not regularly involved in groundwater extraction projects we have produced insightful content about wellpoint dewatering. We focus on filter dewatering, where a series of small diameter pipes, fitted with slots at the end of the pipe are placed vertically in the ground around the excavation. Many people use the name risers, riser pipes or spears instead of wellpoint filters.
With wellpoint dewatering, a hole is first made in the ground using a jetting tube that is connected to a high head pump. However, when confronted by hardened layers of soil, dewatering companies will often use a machine to drill the hole. A wellpoint dewatering filter is then placed in the hole to the desired depth in the aquifer (water-bearing soil).
A suitable wellpoint hose ensures an airtight fit between the dewatering filter and the HDPE header pipe. For effective groundwater extraction, place the filters in U-shape around the construction pit at least every two metres.
Tip: It is important that the wellpoint dewatering filters are placed at the same depth. Otherwise, there is a good chance that the soil in the construction pit or in the trench will retain water in some places.

All BBA Pumps products for wellpoint systems are of the highest quality and can be reused for many years.
Wellpoint dewatering pump
We recommend the usage of an efficient pump that can run dry and has a high vacuum range. The PT piston pumps have been specially designed for this type of work and can deliver outstanding service for decades with low energy consumption and minimal maintenance requirements.
Diesel High head pump
A high head pump is needed to spray a jet of water creating the holes vertically in the ground. For this purpose, dewatering companies use a self-priming high head centrifugal pump. This is often driven by a diesel engine and assembled on a wheelbarrow frame.
Jetting tube
A BBA Pumps jetting tube includes a flexible hose and quick coupling to connect to the pressure side of the high head pump.
Wellpoint dewatering filters
BBA Pumps wellpoint filters (risers) are made from special impact-resistant PVC and available in different lengths. The final meter in length has perforated slots through which the water is drawn inwards. These high quality dewatering filters can be reused for years on a variety of projects.
HDPE header pipes
BBA Pumps header pipes are made from HDPE, fitted with quick couplings at each end and with multiple branches. The wellpoint dewatering filters are connected to the branches via a wellpoint hose.
Wellpoint hose
BBA Pumps wellpoint hoses are flexible pieces of hose supplied in one meter lengths, they have the same diameter as the filter. They are available in black rubber or transparent PVC. Wellpoint hoses flexibly bridge the distance between the dewatering filter and the branch on the header piping.
Quick couplings
BBA Pumps quick couplings come in different forms. We have bends, T-pieces, Y-pieces, reducers, end plugs and much more. Quick couplings are used to connect the pipes of the wellpoint dewatering system together around the construction pit.
Pump hose
These are flexible, lightweight hoses and have the same size as the header piping. With pump hoses you can easily connect HDPE pipes to the connecting parts of the PT piston pump or to the settlement tank.
Settlement tank
The BBA Pumps sand collector is a settlement tank where fine sand particles settle in the groundwater. This prevents sand from being pumped into a ditch or sewer system. A settlement tank also works to remove air and allows for a Handy flow meter to be fitted.
Water flow meter
A flow meter allows you to accurately measure the amount of groundwater that is extracted and discharged via the wellpoint dewatering system. This provides additional benefits for the client. Using a water flow meter may in some cases be mandatory for work with governmental bodies or water boards.
Non-return valves
With BBA Pumps non-return valves you professionalize the wellpoint dewatering system and prevent groundwater from flowing back. Installing a non-return valve at the pump prevents the pipe system from emptying its contents over your shoes and work clothes when the quick couplings are loosened.
Pipe and hose racks
Our pipe and hose racks are useful for the storage and transportation of wellpoint dewatering systems. BBA Pumps produces pipe and hose racks that can be stacked with the mobile wellpoint pumps.
Call us:
02380 252 325Email us:
enquiries@tapflopumps.co.ukContact our experts today for further information
If you are having trouble finding the suitable pump for your needs please contact
02380 252 325