Mix Settled Media: Pneumatic Mixing & Emptying System
A 2 in 1 solution for mixing & blending media before use, with pumping and mixing in just one device. Switching between pumping and mixing has never been easier!

A 2 in 1 solution for mixing & blending media before use, with pumping and mixing in just one device. Switching between pumping and mixing has never been easier!

Our Pneumatic Mixing & Emptying System is an ideal system to mix and blend raw materials that may have settled over time.
It is a combination of a Tapflo Air Operated Diaphragm Pump and a Mixer, allowing the user to pump and mix in a single compact device.
One device covers both the mixing and pumping process
Allows products to be mixed and batched when required
Suitable to various sized containers and liquids of different viscosities
The sealed design reduces spillages and contamination
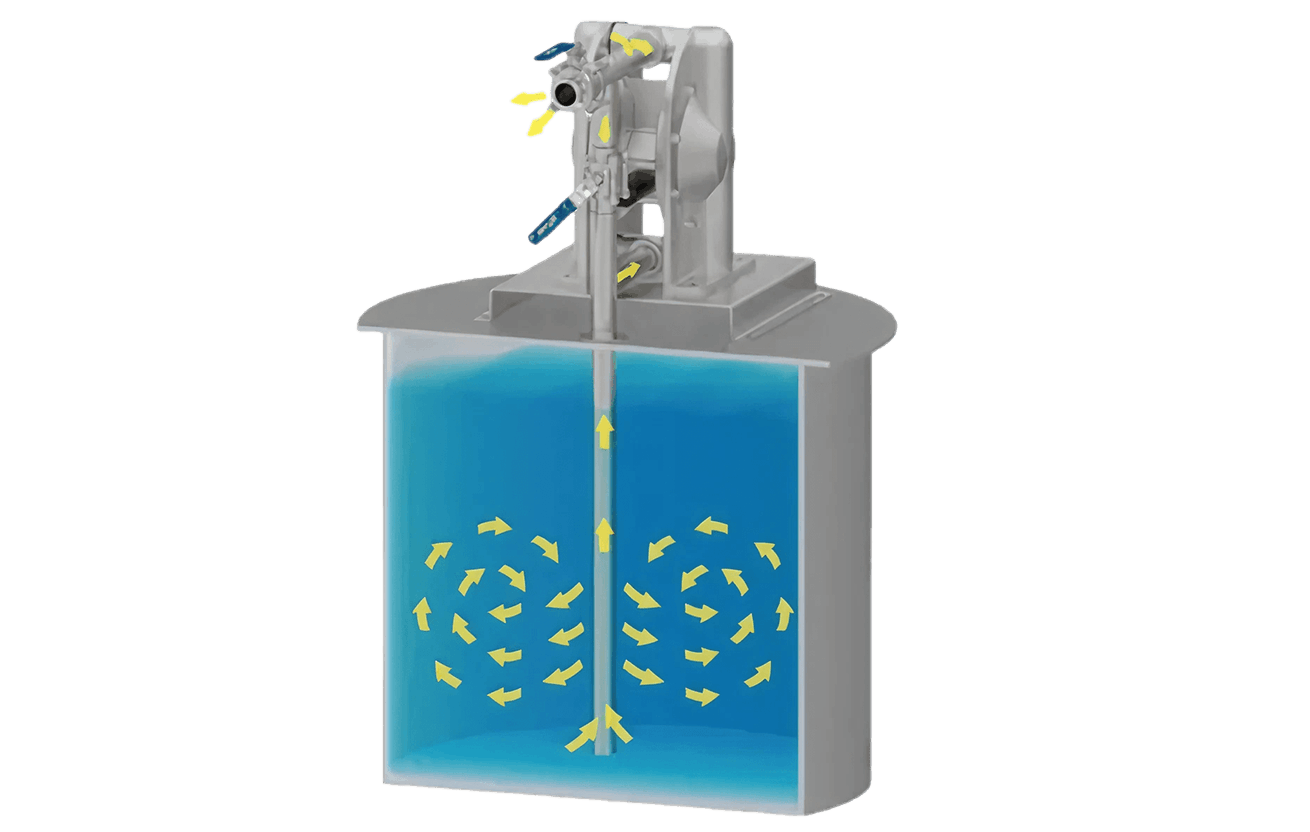
Transfer Mode: The discharge valve is opened and the recirculation valve is partially opened, to both mix and transfer the product out of the vessel.
Mixing Mode: The discharge valve is closed and the recirculation valve is opened, to allow the product to circulate in the vessel.
We can also supply the pump and Pneumixer with any of our Pneumatic & Electronic Protection Systems to provide even further protection and functionality!
The Pneumatic Mixing & Emptying System was predominantly developed for the paint and ink industries, where most raw materials in drums or IBCs can settle over time and would need blending before use.
This system can achieve this easily and quickly in one compact unit.
The Pneumatic Mixing & Emptying Station can be paired with most Tapflo pump sizes from 1/2″ to 2″. We recommend using our range of Air Operated Diaphragm Pumps for best performance.
Yes, there is an adjustable mixing intensity to ensure the agitation level matches each specific product or application for optimal results
The Pneumatic Mixing & Emptying System is available in Stainless Steel AISI 316 and Polypropylene (PP) as standard, with other materials upon request.
There are two modes: Transfer mode and Mixing mode. The operator can choose either or both modes.
Switching between pumping and mixing is easy and can be done manually or remotely.
If you’re looking for just a mixer for your IBC, an automated station or a dilution and mixing machine.
Visit our Industrial Mixers catalogue page for more options.