On-Demand Dilution: Dilute SLES From 70% to 27%
Our SLES Mixing & Dilution Unit delivers precise handling and accurate dosing, effortlessly diluting SLES from 70% to 27%.
Our SLES Mixing & Dilution Unit delivers precise handling and accurate dosing, effortlessly diluting SLES from 70% to 27%.



Tapflo’s SLES Mixing & Dilution Unit is fully automated and designed to dilute highly concentrated SLES at 70% down to process-ready concentrations of up to 27%.
Dilute concentrated SLES in-house for lower costs, while saving energy with in-line mixing.
Skid-mounted stainless steel design with optional ingredient dosing and tanker loading.
Continuous or batch supply at desired concentrations, ready whenever you need it.
Precise dosing ensures stable, homogeneous solutions with full PLC/HMI traceability.
SLES (Sodium Lauryl Ether Sulphate or Sodium Laureth Sulfate) is a surfactant widely used for its excellent foaming and cleansing properties.
Buying pre-diluted SLES is costly and inefficient. Tapflo’s Mixing & Dilution System enables on-site dilution, cutting costs while improving flexibility and control.
Automated Blending Process for Precise SLES Dilution and Delivery
Step 1
Step 2
Step 3
Step 4
Step 5
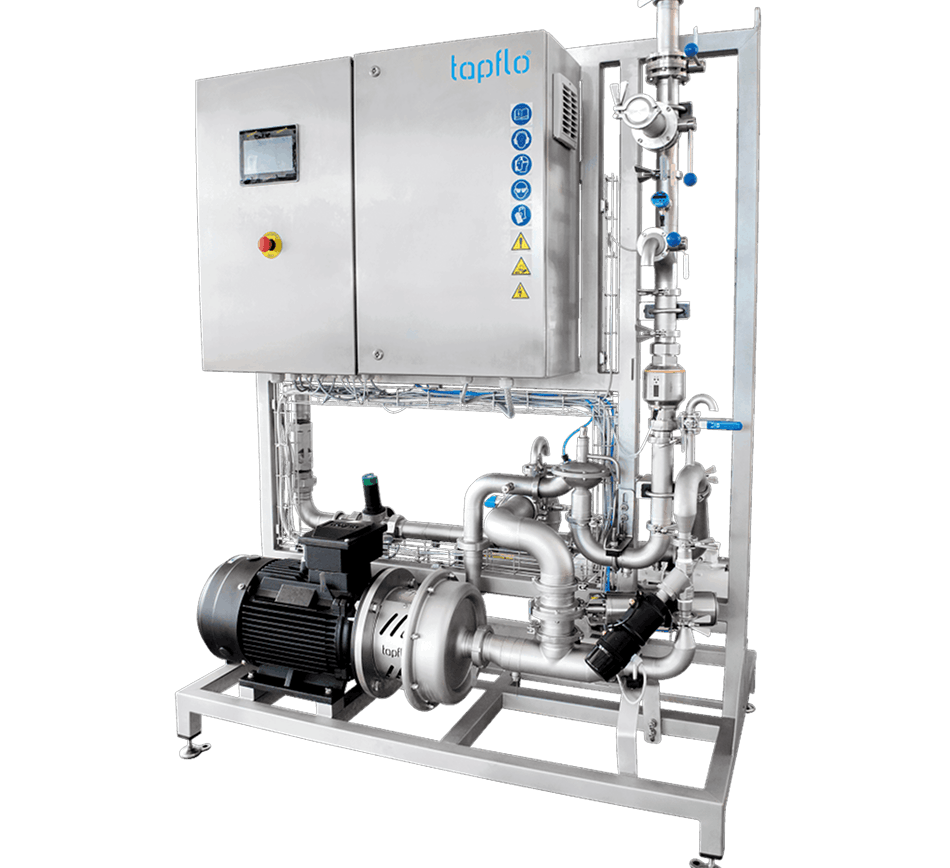
Showcasing our top-of-the-range SLES Mixing & Dilution Unit, built with stainless steel, a High Performance Centrifugal Pump and a touch-screen control unit.
| Flow Rate: | Up to 30m³/hr |
| Discharge Pressure: | Up to 6 Bar |
| Concentration of SLES: | 0-27% |
| Pumps: | A progressive Cavity Pump to feed the 70% SLES solution, and a Centrifugal Pump for mixing SLES with water, and pumping out the final solution |
| Control & Automation | Control Unit including PLC with touch screen, pressure transmitters, temperature transmitter, frequency inverters, flowmeters, and valves with a dedicated control system |
| Frame & Piping Material | AISI 304 & 316 Stainless Steel |


The SLES Mixing & Dilution Unit enables the user to successfully dilute and mix SLES (Sodium Lauryl Ether Sulphate or Sodium Laureth Sulfate) quickly and easily with minimal manual operation. This unit helps ensure a homogeneous mixture every batch.
Get in touch with our team for tailored support.
Common industries that use SLES are:
Get in touch with our team for tailored support.
Standard units deliver 5 or 10 m³/h. Custom systems are available up to 30 m³/h.
Get in touch with our team for tailored support.
Yes, the compact skid design and PLC/HMI interface make integration seamless.
Get in touch with our team for tailored support.
Yes. Optional extensions allow dosing of additional liquids such as Betaine.
Get in touch with our team for tailored support.
Tapflo’s automated system is faster, safer, more accurate, and more energy-efficient than manual methods.
Get in touch with our team for tailored support.