Quadruple the Power – High Viscosity Quattro Drum Unloading System
Fast and efficient unloading of high viscosity liquids from multiple drums in one operation, with 99% product extraction.

Fast and efficient unloading of high viscosity liquids from multiple drums in one operation, with 99% product extraction.



Our High Viscosity Quattro Drum Unloading System (HVS) efficiently removes up to 99% product from drums or containers. This system is built for high-volume unloading of high-viscosity media.
This particular system is ideal for:
If you are looking for a system that can unload high volumes of media and a control panel to automate the process, all whilst saving you time and money, this is an ideal choice.
Our HVS Quattro is suited to a number of applications requiring fast unloading, including:
And many more applications of similar viscosities.



Unload up to 4x 200l drums with a mobile articulated arm
Capable of handling liquids with viscosities up to 100,000 cPs
Up to 99% product extraction, reducing product loss
Automatic operation ensures the pump stops when the drum is empty
| Max Capacity | 400 l/min |
| Volume | 2300ml |
| Max Discharge Pressure | 8 Bar |
| Max Air Pressure | 8 Bar |
| Max Solids Passage (Ball Valve) | 15 mm |
| Max Solids Passage (Flap valve) | 42 mm |
| Max Viscosity | Up to 100,000 cPs |
| Max Temperature | 100°C |

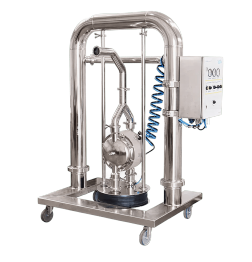
Tapflo’s High Viscosity Quattro Drum Unloading System (HVS) is designed to efficiently remove up to 99% product from up to 4 drums or containers.
This system is built for high-volume unloading of high-viscosity media. Whilst having an integrated control panel in which the operation can be automated.
The Quattro uses a Sanitary Diaphragm Pump with integrated lifting/lowering, mounted on an articulated arm.
The Quattro System can unload a drum up to 590 l/min, meaning a 200l drum can be emptied under a minute, depending on the viscosity of the product and discharge pressure.
The Quattro can recover up to 99% of the product in the drums, keeping product loss and costs at a minimum.
Yes, the Quattro system can be customised with different control panels, scraping lids, seals and container compatibility.
Yes, some models are ATEX-certified and can be used in hazardous areas and environments.