Industrial Mixers - Leading UK Manufacturer
How to Select an Industrial Mixer
What is an Industrial Mixer?
Industrial Mixers, also known as IBC Mixers or IBC Agitators, and standard drum mixers are manufactured for use across the Industrial sector. ...
How to Select an Industrial Mixer
What is an Industrial Mixer?
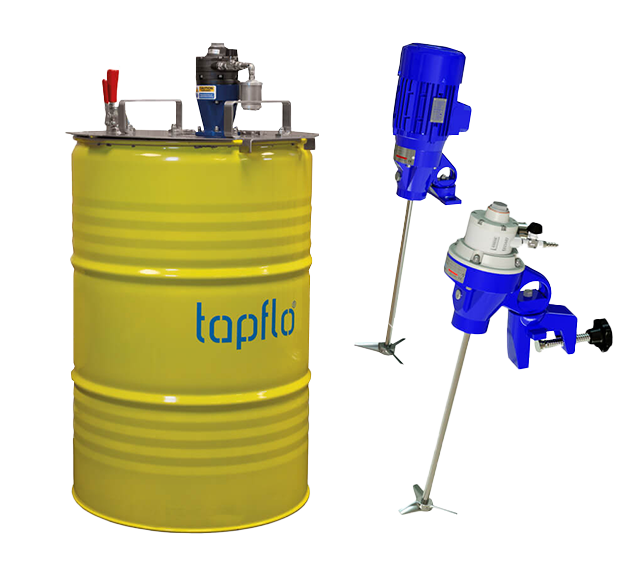
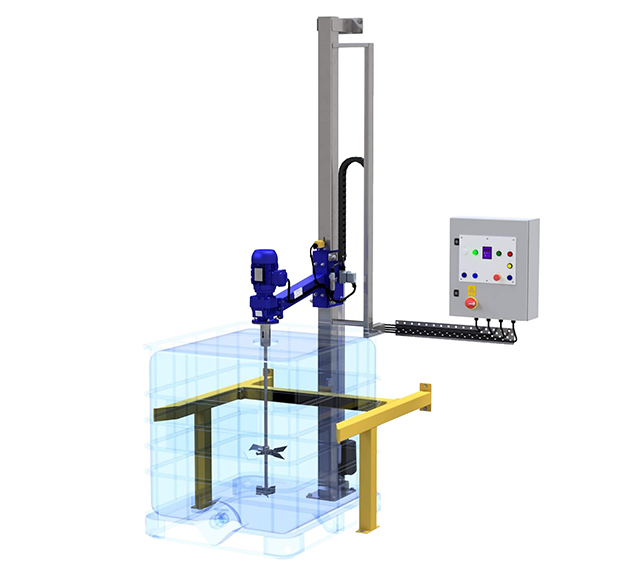
Industrial Mixers, also known as IBC Mixers or IBC Agitators, and standard drum mixers are manufactured for use across the Industrial sector. Designed to efficiently re-mix product that has settled in an IBC (Intermediate Bulk Containers) or drums, these mixers are a vital system for many industries that store and transport products in IBC’s/drums. This simple and reliable mixing solution makes storing and transporting various liquids easy and cost-effective, and by using mixers, you’re able to skip the intermediate tanks, making your process quicker and more reliable.
Advantages of Industrial Mixers:
All Tapflo Industrial Mixers ensure immediate and effective re-mixing of products that have settled in IBCs or drums over time. Some key benefits of using Industrial Mixers are:
- Allows you to mix directly in an IBC or drum
- Safety interlock switch included
- Electrically or air-driven options for enhanced versatility
- Flexible configuration options to meet your process requirements
- Suitable for use in ATEX zones, enhancing safety in hazardous applications
- Standard configuration mixers readily available from stocks in Europe
Common industries & applications:
- Food & Beverage
- Cosmetics
- Pharmaceutical
- Chemical
- Construction
- Wastewater Treatment
- Industrial
What are your fluid & media transfer characteristics?
To choose the appropriate Industrial Mixer for your application, ask yourself the following questions:
- What media will be pumped? Consider the chemical composition of the media you will be pumping – is it chemically neutral or corrosive, shear sensitive etc.
- What is the viscosity of the media you intend to pump? Consider viscosity limitations, shear sensitivity etc.
- Do you need to pump fluids containing solids?
- Is your environment or fluid explosive?
- Do you require CIP/SIP?
- Do you require self-priming capabilities?
Materials Available:
- Stainless Steel AISI 304/316: Offers excellent corrosion resistance and durability for prolonged and efficient use
Some of our materials offer an ATEX option on request for explosive applications and environments.
Maintenance required to keep your Industrial Mixer running:
- Conduct routine visual inspections of the pump’s components
- Check and tighten the pump’s main nuts and bolts to the specified torque settings
- Monitor and clean/replace the air filter regularly
- Keep the air exhaust muffler clear of any obstructions
- Inspect diaphragms for signs of wear
- Check valve balls and seats for wear or damage and replace any worn/broken components
- Regularly inspect suction and discharge pipework for blockages or leaks
- Routinely monitor suction and discharge pressure gauges to ensure the system pressure remains within the working parameters of the pump
- Consider maintenance intervals
Depending on the size of your pump and the fluid you are pumping, a more detailed maintenance schedule may be required.
Additional Factors to Consider:
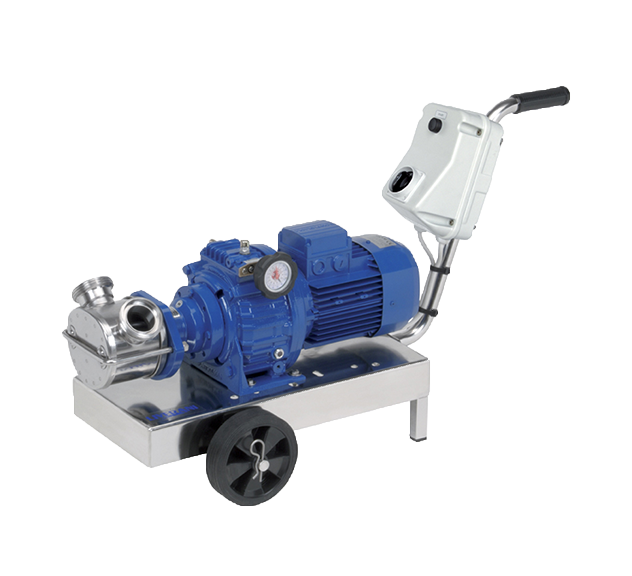
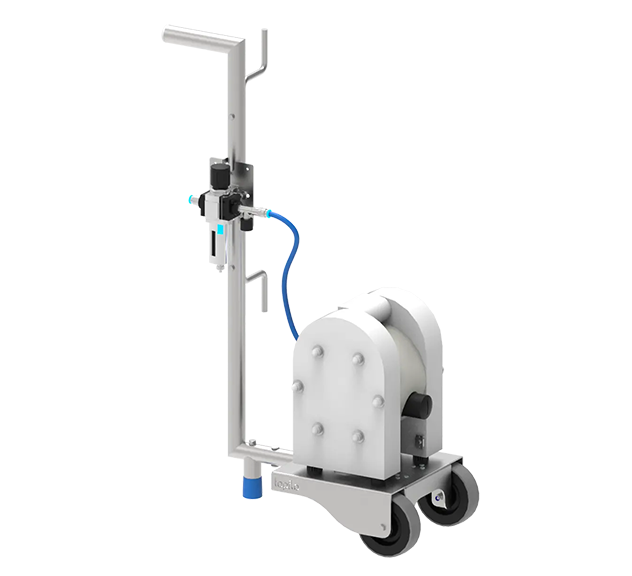
Will your pump be stationary, or do you need it to be portable? If you require portability, Industrial Mixers can be fitted to trolleys of any size to suit your needs.
Read More
Read Less
Results (5)